Causes of Yankee Chatter (Part 1 of 2)
 Chatter on a Yankee is a result of multiple process and mechanical issues in the manufacturing of tissue that cause the doctor blade to skip or flex, and eventually bounce on the dryer surface digging into the metal and leaving chatter marks. Chatter issues have plagued tissue makers for decades, causing substantial losses in production and profitability. When chatter becomes an operational problem and there is need to grind the Yankee to eliminate the defect, expect up to a week of downtime. Surface refinishing is an activity that is costly in labor, lost production, and the grinding service.
Chatter on a Yankee is a result of multiple process and mechanical issues in the manufacturing of tissue that cause the doctor blade to skip or flex, and eventually bounce on the dryer surface digging into the metal and leaving chatter marks. Chatter issues have plagued tissue makers for decades, causing substantial losses in production and profitability. When chatter becomes an operational problem and there is need to grind the Yankee to eliminate the defect, expect up to a week of downtime. Surface refinishing is an activity that is costly in labor, lost production, and the grinding service.
 Some mills grind the Yankee on a regular basis ranging from every 12 months to five years for a cast iron surface. As the Yankee is ground, metal is removed. Once the thickness of the shell reaches a certain point, the insurance carrier will decide the Yankee’s future. At this point, the decision is made to grind again and “de-rate” the pressure vessel to a lower maximum operating pressure or metallize the surface and keep the same operating maximum pressure. Most mills will metallize the Yankee surface and keep the pressure rating.
Some mills grind the Yankee on a regular basis ranging from every 12 months to five years for a cast iron surface. As the Yankee is ground, metal is removed. Once the thickness of the shell reaches a certain point, the insurance carrier will decide the Yankee’s future. At this point, the decision is made to grind again and “de-rate” the pressure vessel to a lower maximum operating pressure or metallize the surface and keep the same operating maximum pressure. Most mills will metallize the Yankee surface and keep the pressure rating.
Metallizing is an expensive and lengthy process that can take a full week to complete. A properly managed metallized Yankee will run 10 to 15 years before needing a new metallization.
 The influences on chatter generation are infinite, but with proper management many sources of chatter can be eliminated or controlled. When the tissue maker says, “We have chatter,” it is bad news for some suppliers and good news for others. One thing is for sure, changes should be made.
The influences on chatter generation are infinite, but with proper management many sources of chatter can be eliminated or controlled. When the tissue maker says, “We have chatter,” it is bad news for some suppliers and good news for others. One thing is for sure, changes should be made.
The easiest factors to change are the Yankee chemistry or blade supplier. However, rarely will changing the Yankee chemistry or blade supplier solve the problem alone. As mentioned earlier, a chatter problem has multiple sources and eliminating or controlling one or two factors will not necessarily fix the issue. Let’s examine the major sources of vibration and how they can interact to cause chatter.
Major Sources of Chatter Causing Vibration
Chemistry Yankee chemistry is designed to protect the Yankee and allow the sheet to be creped at the proper amount of intensity to produce tissue with the desired properties. The Yankee chemistry is hard to visualize, but if you think about a simple box as an “operating envelope”, the coating works best when it is operating inside that box. The Yankee surface is quite dynamic in nature due to multiple process changes and constant blade wear. When the process is allowed to force operations out of the normal creping envelope, the Yankee becomes at risk for chatter.
Yankee chemistry is designed to protect the Yankee and allow the sheet to be creped at the proper amount of intensity to produce tissue with the desired properties. The Yankee chemistry is hard to visualize, but if you think about a simple box as an “operating envelope”, the coating works best when it is operating inside that box. The Yankee surface is quite dynamic in nature due to multiple process changes and constant blade wear. When the process is allowed to force operations out of the normal creping envelope, the Yankee becomes at risk for chatter.
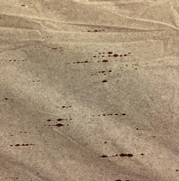
 The picture to the right illustrates “moon rock” on the edges. There are two hard bands of material too difficult to evenly remove with doctors. This region can easily develop into chatter. Without immediate action, this pulse will propagate the length of the doctor and cause chatter under the sheet.
The picture to the right illustrates “moon rock” on the edges. There are two hard bands of material too difficult to evenly remove with doctors. This region can easily develop into chatter. Without immediate action, this pulse will propagate the length of the doctor and cause chatter under the sheet.
Why is the material only here? The extra heat outside the sheet is too high for the coating. It dries very hard and cannot be removed with the under-performing doctoring equipment and materials.
Why can’t the coating just be fixed? The coating is designed for under and outside the sheet, so compromises have to be made for production. In some cases, the tissue maker will dry up the sheet on a dry crepe machine to get more bulk or softness from lower moisture. In this case, the higher heat is outside the operating envelope and a heavy coating covers the Yankee making it difficult to properly doctor. On the other extreme, if the Yankee operates too fast and the chemistry does not have enough time to properly set (40 to 60 milliseconds) before the chemistry is washed off, get poor creping and inadequate Yankee protection occurs.
Process chemistries also present challenges to proper Yankee operation. Debonders, softeners, and defoamers soften the coating. Wet strength, dry strength, carboxymethyl cellulose (CMC), and temporary wet strength make the coating more robust. Ionic trash, sulfites, pH changes, and oxidizers all negatively influence the Yankee coating and must be addressed to keep control of the Yankee surface.
To properly manage the Yankee surface, tissue makers have several tools to keep the process within the proper envelope. One important tools is adding phosphate in the boom shower to create better “stick” to the Yankee. Mono Ammonium Phosphate (MAP) is quite common on metallized Yankees and can be fed to decrease the boom pH. This reduces the speed of reaction and softens the coating, or adds a high pH phosphate to increase the reaction rate of the adhesive resin. The reaction speed controls the film thickness on the Yankee. If a modifier is substituted for an oil release, the reaction rate of the film formation will increase, as will the film thickness. Proper ratios are necessary to keep the Yankee safe from chatter formation scenarios.
Doctors
Doctors can be a major source of vibration leading to Yankee chatter. Typically, machines use two to three doctors. All doctors must be monitored closely when chatter is evident. Doctors generate chatter in many ways including pulses from the oscillation equipment. If a doctor is poorly fit to the Yankee, the Yankee coating will be uneven and the protection will be inadequate in some areas. Under or overloading the doctor, improper blade angle, or bevels will cause the Yankee surface to not be properly cleaned and compromise protection from the organic coating. Certain machine doctor set ups have doctor loading procedures that can cause damage from a load cycle that is too rapid and the Yankee can be damaged or gouged. Some finger-type doctor blade holders have a reputation of causing what is known as “Tiger Stripe” and are not recommended for high speeds.
This is the first post in a two part series about causes of Yankee chatter.
Watch during the month of March for part two to learn about how excessive moisture affects chatter and for tools to measure vibration and Yankee coatings.
